Key Digital Transformation Insights in Manufacturing for 2026

.svg "edstellar")




The manufacturing industry is undergoing a pivotal change with digital manufacturing transformation, redefining factory operations, product creation, and the delivery of value to customers. Industry projections suggest that by 2027, global spending on digital transformation will reach nearly $3.7 trillion, with the manufacturing sector at the forefront. This transformation is driven by powerful technologies like artificial intelligence (AI), robotics, the Internet of Things (IoT), automation, and big data analytics, all of which are helping manufacturers unlock new levels of efficiency, quality, and innovation.
This transformation is not merely about adopting new tools or machines; it’s about fundamentally reshaping the entire manufacturing landscape to meet the needs of a dynamic market. With the rise of Industry 4.0, manufacturers are striving to remain competitive in an environment that demands speed, agility, and cost-effectiveness. Manufacturing digital transformation enables manufacturers to achieve these goals by integrating their entire operation from supply chains and production lines to maintenance and workforce management using smart technologies.
.svg)
.svg)
What's New
Discover the latest updates to our blog! Last revised on .
The urgency of digital transformation is evident in the numbers. McKinsey notes that today’s digitally-enabled factories have evolved significantly from the top factories of a decade ago. With advancements in data analytics, AI, and machine learning and a growing variety of technology providers manufacturers now have access to hundreds of solutions to enhance their operations. When implemented effectively, these technologies offer compelling returns. Across industries, as per McKinsey, results often include 30–50% reductions in machine downtime, 10–30% boosts in throughput, 15–30% gains in labor productivity, and an 85% increase in forecasting accuracy.
Besides, the 2022 PwC Digital Factory Transformation Survey reveals that only 10% of companies are fully digitized, with many still in the early stages, hindered by complex systems and machine diversity. Digital champions, however, show that comprehensive digital adoption can drive both resilience and cost efficiency.
Further, as per Deloitte’s survey on the future of the digital customer experience in industrial manufacturing and construction; over 80% of respondents said their company is either currently using or planning to invest in digital technologies like CRM systems, cloud computing, IoT, robotics, and automation. Many also indicated an increased focus on emerging technologies, including AI, machine learning, generative AI, and extended reality, reflecting the sector's commitment to digital innovation. Additionally, 93% are testing or applying at least one digital customer experience (DCX) initiative, with an average of four in progress.
Moreover, the global smart manufacturing market, valued at USD 292.83 billion in 2023, is projected to grow at a compound annual growth rate (CAGR) of 15.18% from 2024 to 2033, reaching an estimated USD 1,203.38 billion by 2033.
Ultimately, to succeed in this digital era, manufacturers must adopt cutting-edge tools and develop the skills necessary to lead their organizations through this complex transition. Key skills, such as data analytics, AI and machine learning, cloud computing, and cybersecurity, are now essential for manufacturing teams to remain competitive and innovative. Studies show that over 90% of manufacturing leaders view digital transformation as critical to their success, highlighting the high stakes. Besides, AI is central to digital transformation, driving automation, uncovering data-driven insights, and supporting strategic decision-making.
This guide explores every facet of the digital transformation of manufacturing, offering detailed insights into the importance of this shift, the technologies involved, and the benefits it offers. It also breaks down each step and shows how manufacturers can strategically leverage these technologies to improve efficiency, streamline operations, and create new business models. Let’s dive in.
“Ultimately, for me, digital transformationmeans the complete rewiring of companies operating in the third industrial revolution era so they continue to be successful in the fourth industrial revolution. Using the classic horse-drawn carriage example you know that no amount of productivity refinements is going to help you in the second industrial revolution, you have to totally reinvent yourself, right.”


The digital transformation of manufacturing involves integrating digital technologies into every aspect of the manufacturing process. This transformation extends from product design to production, supply chain management, and customer service, enabling manufacturers to optimize operations and make better-informed decisions through data. It essentially involves applying smart technologies, like the IoT, AI, and advanced analytics, which lead to greater automation, real-time insights, and more adaptable production workflows.
In practice, digital transformation is driven by tools that collect and analyze data to improve efficiency and quality. For instance, IoT devices gather data from machinery, sensors, and products on the factory floor. AI then processes this data, helping to predict equipment failures, optimize production schedules, and enhance quality control. With real-time data streaming from various parts of the manufacturing line, decision-making becomes faster and more accurate, allowing for dynamic adjustments and proactive solutions to potential issues.

Below are key reasons why digital transformation is essential in modern manufacturing:
Digital transformation introduces advanced technologies that streamline workflows and automate tasks that were previously manual, reducing time and effort. Integrating IoT and AI systems allows manufacturers to monitor production lines in real time, identifying any inefficiencies or bottlenecks immediately.
This approach ensures that resources are allocated optimally, and that downtime is minimized through predictive maintenance and effective resource management. Automation also allows workers to focus on more strategic and skilled tasks, improving overall workforce efficiency. The result is a more productive manufacturing environment where all processes are aligned to drive faster output and better results.
Implementing digital transformation can substantially lower operational costs across the board by improving asset utilization and reducing wastage. With technologies like predictive maintenance, manufacturers can prevent costly equipment breakdowns and avoid the expense associated with unplanned downtime.
Real-time monitoring of materials and energy consumption also leads to smarter resource management, decreasing waste and lowering associated costs. Additionally, automated quality control can reduce the financial burden of product recalls and rework by ensuring defects are caught early. Overall, digital initiatives allow for better cost management, allowing companies to allocate their budgets more effectively and increase profitability.
Advanced digital tools bring a new level of precision to quality control, enabling real-time monitoring and immediate response to quality issues. AI-driven quality checks can identify defects or inconsistencies across products, maintaining high standards and reducing the likelihood of faulty products reaching customers. This leads to more consistent product quality, which enhances customer satisfaction and brand loyalty.
Detailed data analytics further refine quality control processes, offering insights into areas for improvement and helping manufacturers proactively address potential issues. Over time, such technologies create a reputation for reliability, which is invaluable in today’s competitive market.
Digital transformation enhances visibility across the supply chain, providing insights into supplier performance, inventory levels, and potential disruptions. With a clearer view of supply and demand dynamics, manufacturers can optimize inventory management, ensuring they have the right amount of stock at the right time. This approach minimizes stockouts and overstock scenarios, reducing waste and storage costs.
Technologies such as blockchain and IoT allow for real-time tracking of goods, which improves transparency and accountability throughout the supply chain. The outcome is a more resilient supply chain, equipped to handle market fluctuations and unexpected challenges more effectively.
Modern manufacturing requires a level of agility that traditional methods need help to provide. Digital transformation empowers manufacturers to adjust quickly to shifts in market demands, whether through flexible production lines or rapid data-driven adjustments. Manufacturers can experiment with new products, production techniques, or customizations that better meet customer expectations, fostering innovation.
Additionally, agile digital systems make it possible to scale production up or down depending on demand, reducing costs during low-demand periods. This level of adaptability ensures that manufacturers remain competitive and relevant, regardless of market conditions.
Digital platforms improve collaboration across different departments by providing a centralized space for information sharing and project tracking. With all team members accessing the same data and insights, there is better alignment on goals, which supports faster and more effective decision-making. Enhanced communication between departments reduces the risk of misalignment, ensuring all teams work toward shared objectives efficiently.
Cloud-based platforms enable instant communication, which supports real-time problem-solving and innovation. The unified approach strengthens teamwork and drives better results by promoting a culture of transparency and accountability.
Access to accurate, real-time data transforms the way manufacturers make decisions, allowing for a strategic approach based on actual performance metrics rather than guesswork. Data analytics reveals trends and patterns within production and supply chain processes, helping leaders identify areas that need improvement or adjustment.
Analyzing data trends also supports proactive planning, as manufacturers can anticipate market shifts or operational challenges and prepare accordingly. Data-based decisions also build confidence among stakeholders, as the evidence is clear and reliable. The strategic value of data-driven insights contributes to more efficient and effective operations, enhancing profitability and competitive advantage.
Digital transformation enables manufacturers to measure and manage their environmental impact more effectively, aligning with sustainability goals and regulatory requirements. Real-time monitoring tools track resource usage, allowing manufacturers to identify areas where energy or materials may be overused. This careful resource management reduces waste and promotes recycling, lowering the overall environmental footprint.
Sustainability initiatives also strengthen a company’s brand image, as customers and investors increasingly value environmentally responsible practices. Embedding sustainable practices into everyday operations contributes to a long-term positive impact on the environment and sets the stage for a more eco-friendly industry.
Technical advancements in digital transformation manufacturing have revolutionized asset management, turning maintenance into a data-driven, intelligent process. At the heart of this shift is the integration of Internet of Things (IoT) sensors, machine learning algorithms, and cloud-based analytics platforms across manufacturing operations.
Deploying predictive maintenance within the scope of industrial digital transformation reduces unplanned downtime, improves throughput, extends asset life, and supports lean operations. Manufacturing organizations benefit from increased visibility, rapid response to anomalies, and lower overall maintenance costsall critical for long-term digital transformation success.
Here are manufacturing transformation insights highlighting how core manufacturing processes have evolved through digital transformation, along with the key technologies driving these changes and the significant benefits they offer to manufacturers.
The shift toward digital technologies empowers manufacturers to remain competitive, adapt to market demands, and meet sustainability goals for long-term success. The following are the 9 key phases involved in digital transformation for manufacturing:
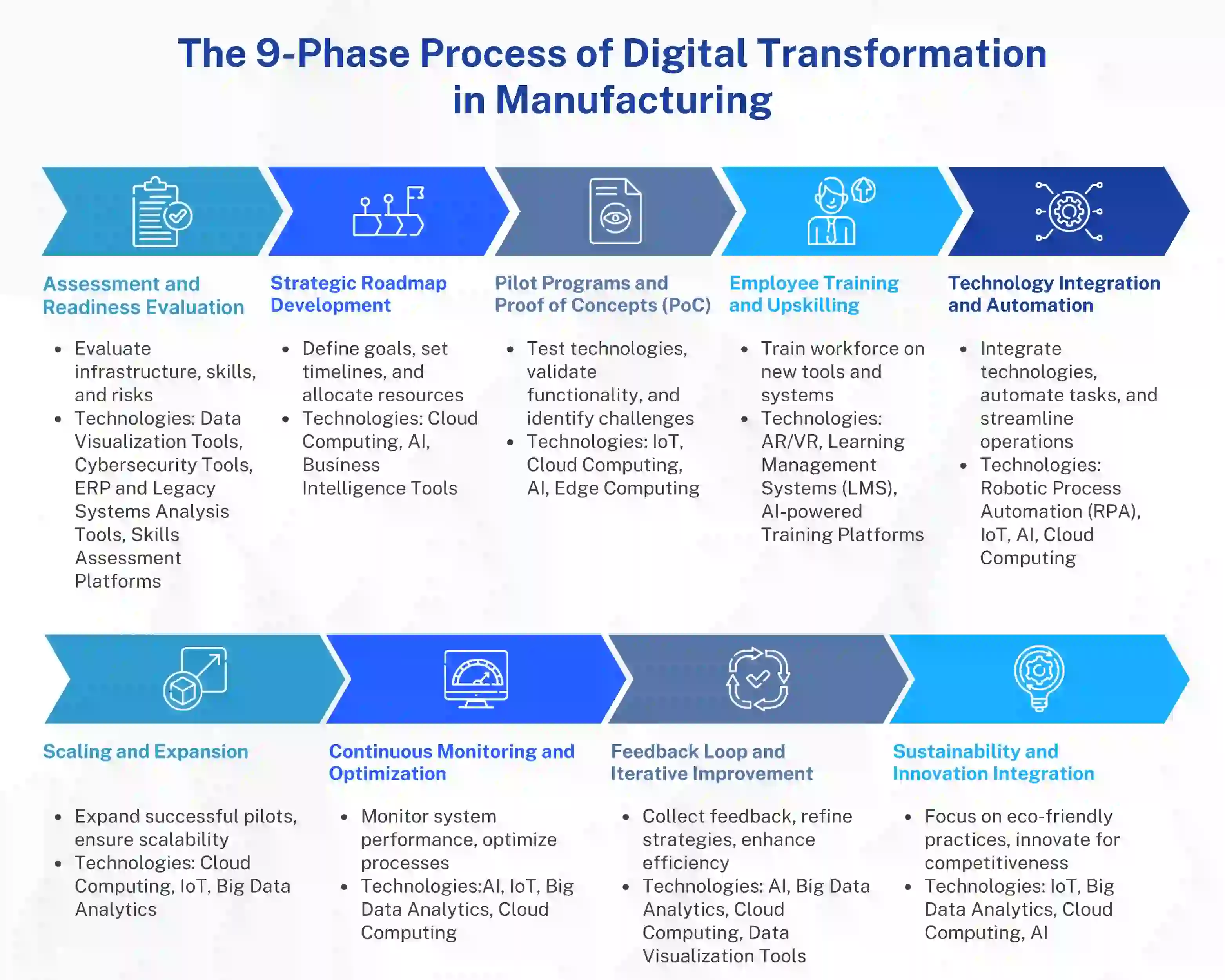
This phase involves evaluating the current state of manufacturing operations to determine the organization's readiness for digital transformation. Manufacturers assess existing infrastructure, technology stacks, workforce skills, and organizational culture to identify potential barriers to change. A comprehensive evaluation highlights gaps in technology, efficiency, and processes that need to be addressed. It ensures management and teams are aligned on the goals and objectives of the transformation. The outcome of this phase sets the foundation for the rest of the digital transformation process, ensuring a clear understanding of what needs to be achieved.
Once readiness is assessed, the next step is creating a strategic roadmap outlining the digital transformation journey. This roadmap includes clear goals, timelines, and milestones to guide the organization’s digital initiatives. It addresses which technologies will be implemented, how they will be integrated, and how they align with long-term business goals. The roadmap also identifies the necessary resources, budgets, and skill requirements for each phase of the transformation. The strategic roadmap provides a structured plan to follow and ensures alignment across all departments and stakeholders.
Before fully scaling new technologies, manufacturers conduct pilot programs or proof of concepts (PoCs) to test their feasibility and effectiveness. This allows businesses to validate the technology in a controlled environment and assess how well it meets specific operational needs. PoCs help identify potential challenges and fine-tune solutions before committing to full-scale deployment. These smaller-scale experiments demonstrate tangible results and benefits, building confidence among employees and leadership.
Employee training and upskilling ensure that the workforce can effectively operate and leverage new digital technologies. In this phase, manufacturers invest in training programs that provide employees with the necessary skills to use new software, machinery, or automation systems. Upskilling not only helps workers adapt to new technologies but also fosters innovation and improves job satisfaction.
Employees learn how digital tools integrate with existing processes and enhance productivity. Continuous skill development ensures the workforce remains agile, capable of maintaining competitive advantages in a rapidly evolving manufacturing landscape.
After selecting the right technologies, the next phase is integrating them into existing systems and processes. This could involve implementing AI-driven systems, automation tools, or advanced data analytics into manufacturing operations. The focus is on streamlining workflows, improving operational efficiency, and reducing manual errors. Integrating technologies also enables seamless communication between different departments, improving coordination and decision-making.
Automation eliminates repetitive tasks, freeing up workers to focus on more strategic roles. Successful integration requires strong collaboration between IT and operations teams to ensure smooth deployment and minimal disruption.
Once pilot programs have proven successful, the next step is scaling the digital transformation efforts across the entire manufacturing process. This includes expanding automation and digital tools to other areas, such as supply chain management, inventory tracking, and production scheduling. Scaling also involves ensuring that the infrastructure can handle increased data flow and processing demands. Manufacturers must ensure new digital systems are compatible with existing legacy systems. Expanding digital transformation drives efficiencies across the organization, creating a more connected and responsive operation that adapts to market changes.
Continuous monitoring and optimization are essential to maintaining the effectiveness of digital solutions in manufacturing. Using real-time data, manufacturers track the performance of production lines, equipment, and supply chains to ensure everything operates at peak efficiency. Key performance indicators (KPIs) are monitored to identify areas needing improvement. This phase also adjusts parameters based on real-time feedback to optimize energy usage, reduce waste, and prevent downtime. Continuous optimization helps manufacturers stay competitive by ensuring operations always improve and adapt to changing market demands.
This phase involves gathering feedback from employees, customers, and digital systems to identify areas for improvement. Continuous feedback loops allow manufacturers to refine and enhance digital tools, processes, and strategies over time. Iterative improvement ensures digital transformation is an ongoing journey, not a one-time effort. Analyzing performance data and employee insights leads to adjustments that optimize the impact of digital technologies. This process ensures the organization remains flexible and responsive, contributing to incremental improvements that increase long-term efficiency and innovation.
The final phase focuses on ensuring sustainability and innovation are core components of digital transformation. Manufacturers integrate sustainable practices into their processes, such as reducing waste, lowering carbon emissions, and utilizing eco-friendly materials. Innovation plays a significant role in creating products that meet evolving customer needs while maintaining environmental responsibility.
Digital technologies like AI, IoT, and blockchain help optimize resource use and ensure compliance with environmental standards. As manufacturers continue their digital transformation, they focus on staying ahead of industry trends and continuously pushing for innovation to maintain competitiveness and meet sustainability goals.
By following these phases, manufacturers can ensure that their digital transformation journey is strategic, efficient, and aligned with long-term business goals.
To lead a successful digital transformation, manufacturing leaders and management teams need a blend of technical, strategic, and analytical skills to manage and guide their teams through evolving industry demands. Digital transformation in manufacturing goes far beyond adopting IoT, AI, and automation; it requires digital transformation leadership skills that help strategize priorities, drive operational efficiency, and cultivate a resilient, innovative workforce. Below is a roadmap of essential tips and necessary skills for leaders in the manufacturing sector.
Strategic vision and digital literacy are foundational skills for manufacturing leaders. A strong strategic vision ensures that digital technologies are aligned with the overall business objectives, enabling growth, operational efficiency, and market competitiveness. Digital literacy, particularly in technologies like AI, IoT, and robotics, is essential for understanding how these innovations can be applied to enhance production processes, quality control, and decision-making.
Leaders with this skill can identify opportunities for automation, data-driven improvements, and cost savings. They are better equipped to navigate the complexities of digital transformation and lead teams effectively through changes. This competency ultimately drives long-term success by ensuring that digital tools are not only adopted but also utilized to their full potential, improving both the top and bottom lines.
As manufacturing evolves with the advent of automation and digital tools, reskilling and upskilling become crucial for workforce adaptability. Leaders need to ensure that their teams are well-equipped to manage new technologies like robotics, AI-based quality control systems, and data analytics tools. For example, a workforce trained in automation can handle robotic machines efficiently, increasing production speed and precision. Knowledge in data analytics allows teams to harness data from IoT devices and predictive maintenance tools to enhance operations and reduce downtime.
Reskilling initiatives also prepare employees for the complexities of advanced machinery, ensuring smooth production cycles and minimal equipment malfunctions. Investing in continuous training programs is essential for fostering a knowledgeable workforce that can adapt to new tools and methodologies, contributing directly to the organization’s operational success.
In the context of digital transformation, change management and adaptability are key to minimizing resistance and ensuring smooth transitions. Manufacturing leaders with strong change management skills can guide teams through technological shifts, such as the integration of AI or IoT into production systems. Effective communication and conflict resolution skills help to address concerns and maintain morale during transitions.
By fostering an organizational culture that embraces change, leaders can reduce friction, allowing employees to focus on maximizing the potential of new tools. Adaptability is especially critical in industries where market demands change rapidly and the technology landscape continuously evolves. Leaders who prioritize change management help ensure that the workforce remains engaged and agile, continuously improving in line with technological advancements.
Having technical proficiency in emerging technologies like digital twins, cobots, and additive manufacturing is crucial for leaders in the manufacturing sector. While they may not need an engineering background, understanding how these technologies work helps leaders make informed decisions regarding investments and implementation. For example, a leader well-versed in digital twins can make better choices about virtual simulations, optimizing processes, and predicting potential equipment failures.
Similarly, knowledge of cobots enables leaders to integrate collaborative robots into production lines, enhancing flexibility and efficiency without replacing human workers. Leaders with a solid understanding of these technologies can work closely with technical teams, ensuring that new tools are implemented effectively and provide the anticipated operational benefits, from improving productivity to reducing costs.
As manufacturing becomes increasingly connected, cybersecurity and risk management skills are essential to protect intellectual property, operational data, and digital systems. Leaders need to understand how to secure data from IoT devices, cloud platforms, and industrial control systems from cyber threats. Cybersecurity training empowers leaders to recognize vulnerabilities and take proactive measures, such as implementing encryption, access controls, and regular audits.
These skills are especially important in the context of Industry 4.0, where operational technology and IT systems are closely integrated, increasing the risk of cyberattacks. Effective risk management strategies also help to mitigate operational disruptions caused by data breaches or system failures. Manufacturing leaders with a strong grasp of cybersecurity and risk management not only protect their organization’s assets but also ensure business continuity and compliance with regulatory standards.
The digital transformation in the manufacturing market has expanded into supply chain management, making it essential for leaders to grasp how digital tools like blockchain can improve traceability and transparency. Blockchain technology, for example, enables manufacturers to track materials and products through every step of the supply chain, ensuring accountability and compliance with regulatory standards. Knowledge of digital supply chain management also helps leaders optimize inventory management, reduce waste, and improve supplier relationships.
With real-time visibility into supply chain operations, manufacturers can reduce lead times, manage risks more effectively, and respond quickly to disruptions. Leaders skilled in supply chain management can also streamline procurement processes, improving the efficiency of global supply chains and ensuring product availability. Ultimately, these skills help manufacturers increase their operational efficiency, improve customer satisfaction, and maintain regulatory compliance.
A customer-centric mindset, supported by IoT-driven demand forecasting, is essential for manufacturing leaders looking to remain competitive. IoT devices provide real-time data that enables manufacturers to track customer preferences, monitor demand trends, and align production schedules with market needs. Leaders who leverage this data can optimize inventory management and production processes, reducing waste and improving profitability. A customer-centric approach also fosters stronger relationships with clients by enabling manufacturers to deliver customized products and services that meet exact requirements.
Having your team advance their IoT skills drives success. Additionally, by understanding customer demand through IoT insights, leaders can better anticipate market shifts, making their operations more responsive and agile. This skill ensures that manufacturing decisions are driven by customer needs, providing a competitive edge in an increasingly consumer-driven market.
With growing pressure from regulators and consumers, sustainability is a critical focus for manufacturers. Leaders who are aware of how digital tools can support eco-friendly practices have a significant advantage in today’s manufacturing landscape. Technologies like AI, IoT, and analytics can help optimize energy usage, reduce material waste, and improve sustainability in production processes. Leaders skilled in sustainability can identify opportunities to enhance environmental compliance while maintaining or increasing production efficiency.
They can also align digital transformation initiatives with sustainability goals, ensuring the long-term viability of their operations. Moreover, sustainability awareness boosts a manufacturer’s brand reputation, appealing to environmentally-conscious consumers and fostering goodwill with regulatory bodies. As a result, manufacturing leaders must prioritize eco-friendly practices as a core part of their digital transformation strategy.
Effective project management is vital for overseeing digital transformation initiatives in manufacturing. Leaders must manage multiple projects, such as the implementation of new technologies or the rollout of digital tools across production lines. Strong project management skills ensure that resources are allocated efficiently, timelines are adhered to, and budgets are maintained. Training in project management methodologies like Agile and Lean can equip leaders with techniques that are well-suited to the fast-paced demands of digital transformation leadership in manufacturing.
This ability to manage projects effectively ensures that digital initiatives are deployed successfully, yielding tangible results like improved efficiency, cost savings, and enhanced product quality. Project management skills are particularly important in complex, cross-functional digital transformation efforts, where coordination and communication between teams are critical to success.
A crucial factor in the digital transformation in the manufacturing market is the continuous development of a workforce with the essential digital skills. Leaders must champion digital training and foster a culture of continuous learning to ensure that teams remain adaptable and capable of handling new technologies. Initiating mentorship programs and creating collaborative learning environments enables teams to stay updated on the latest digital trends and tools.
This approach not only supports individual growth but also ensures that the organization can respond quickly to industry changes. Leadership in talent development also involves guiding teams through the complexities of digital transformation, helping them build the necessary skills to leverage new tools effectively. Manufacturers with strong leadership in this area are well-positioned to drive innovation and maintain a competitive edge in an ever-evolving digital landscape.
Another important skill is familiarity with industry-specific software. Many factories rely on specialized software for planning, scheduling, and tracking operations. Training workers in programs like Manufacturing Execution Systems (MES), Enterprise Resource Planning (ERP), and Computer-Aided Design (CAD) software ensures they can work effectively within these frameworks, improving productivity and accuracy. Besides, proficiency with tools like digital twins, AR, and simulation software helps employees troubleshoot issues in real-time. For instance, AR can be used to visualize complex instructions, making it easier for workers to carry out precise tasks without error.
“According to Steve AdamsChief Executive Officer of LineView Solutions and former Vice President of Supply Chain at Coca-Cola European Partners, “In manufacturing businesses, the main objective of digital transformation is to improve the manufacturing process to leverage technology to improve the manufacturing process’s efficiency and product quality, while at the same time improving the manufacturing process to become more flexible, agile, and responsive to the rapidly changing customer demands.” Adams further explains, “This can be achieved by implementing various technologies, from AI/machine learning, robotics, data analytics, and more.”

To support digital transformation in manufacturing, companies are leveraging educational partnerships, online learning platforms, and corporate leadership development to equip their workforce with essential digital and leadership skills. Strategic partnerships with universities and technical schools enable customized training programs focusing on automation, data analytics, IoT, and robotics, preparing graduates for roles in advanced manufacturing. Through internships and apprenticeships, students gain practical, hands-on experience, allowing them to transition seamlessly into tech-driven roles within the manufacturing sector.
Continuous learning pathways for current employees ensure skills are regularly updated to match the industry’s rapid technological advancements. In addition, online training platforms offer on-demand courses in essential areas like cybersecurity for manufacturing systems, digital supply chain management, predictive maintenance, AI-driven data analysis, and project management for digital initiatives. These online resources enable manufacturing teams to acquire the specialized skills needed for Industry 4.0 without disrupting day-to-day operations.
Corporate digital transformation leadership training develops leaders who can drive strategic change. Programs that cultivate corporate leadership focus on skills such as change management, strategic vision for aligning digital tools with business objectives, and effective communication for fostering a culture of innovation and continuous improvement. By nurturing leadership skills, companies ensure that their teams are prepared to manage and motivate employees through complex digital shifts. Besides, corporate manufacturing operations training course helps to develop skills for effective management and operation within the manufacturing sector.
Educational partnerships, online resources, and leadership training create a well-rounded approach that builds a digitally proficient, adaptable, and forward-thinking workforce. This strategy supports sustainable digital transformation and positions manufacturing companies for long-term growth and competitive advantage in a rapidly evolving industry.
Digital transformation presents manufacturing companies with unique challenges. While digital technologies promise enhanced efficiency and innovation, the journey often encounters obstacles that can delay or derail transformation efforts. Here are some of the major challenges that manufacturing companies face:
In recent years, several manufacturing companies have successfully implemented digital transformation strategies that have drastically improved their operational efficiency, product quality, and sustainability. The examples below highlight manufacturers who embraced advanced technologies like AI, IoT, and automation, reshaping their production processes and gaining a competitive edge. These case studies provide insights into how these companies navigated their digital transformation journey, the positive impact on their operations, and the valuable lessons they learned along the way.
Ford’s PD Merkenich facility in Cologne integrated advanced 3D printing technologies into their vehicle development process. The center uses SLA, SLS, and FDM 3D printers to rapidly prototype vehicle components, helping to shorten development times. Ford was a pioneer in Europe, being the first to use stereolithography (SLA) 3D printing in 1994. Today, the facility is equipped with various 3D printing technologies, including Formlabs’ Form 4 and Fuse 1+ 30W printers, to create design prototypes and functional parts.
These technologies allow Ford to quickly validate designs and make changes based on feedback, which is crucial in the increasingly compressed timelines for product development, particularly as they transition to electric vehicles (EVs).
The use of additive manufacturing at Ford’s PD Merkenich facility has had a profound impact on their development cycles and competitive edge. The speed and flexibility provided by 3D printing allow Ford to rapidly produce high-quality prototypes, significantly reducing the time needed to iterate on designs. For example, they can now produce exterior and interior parts like the Explorer’s rearview mirror assembly in a matter of hours instead of days.
This ability to quickly adjust designs and print functional parts has helped Ford maintain a competitive position in the fast-evolving automotive market. Their commitment to electrification by 2030 requires such agility, and 3D printing has become a vital tool for keeping up with the industry's shift to EVs.
A U.S.-based pharmaceutical manufacturing company, part of a major global company, faced challenges with paper-based logbooks in their manufacturing and packaging operations. To streamline operations and enhance GMP compliance, they partnered with SCW.AI to implement a Digital Logbook solution. The solution adheres to global regulations such as FDA 21 CFR Part 11 and Eudralex volume 4 and integrates features like e-signatures, audit trails, and out-of-specification notifications. The Digital Logbook system automated workflows, ensuring accurate and efficient data entry, and reducing reliance on manual processes.
By digitizing over 500 logbooks and handling 22,400 log entries per year, the company significantly reduced its manual workload and the error rate. The digital solution streamlined data entry, enhanced audit readiness, and made data more accessible to production executives and quality managers. Compliance was strengthened, enabling faster reporting, approvals, and decision-making. Additionally, automated workflows minimized human error, while real-time data collection improved both operational efficiency and data-driven decision-making, ultimately leading to quicker turnaround times for regulatory compliance.
What will manufacturing facilities look like in the future? Cobots will work alongside human operators, improving safety and productivity through seamless interaction. With predictive maintenance powered by the Industrial Internet of Things (IIoT) and sensors, factories will transition from reactive to proactive equipment management, using data analytics to foresee issues and reduce downtime. Digital twins will enable virtual simulations and real-time process optimization, allowing manufacturers to detect and resolve bottlenecks swiftly.
In automated warehouses, robotics, guided by sophisticated algorithms, will streamline inventory management and order fulfillment with high precision. Meanwhile, AI-powered visual inspection systems will transform quality control, leveraging machine learning for accurate, rapid defect detection throughout the production line. These interconnected advancements will yield autonomous factories that operate efficiently with minimal human intervention, leveraging vast amounts of data to refine every aspect of production paving the way for a resilient, agile, and highly efficient manufacturing landscape.
“The future of manufacturing lies in successfully integrating digital tools with traditional methods. Companies that navigate this digital divide will gain a competitive edge, improve customization, and build more resilient operations, positioning themselves to thrive in the global market.”

“ Continuous innovation is a pathway to the future state for manufacturing. History teaches us it will take courage, collaboration, and a startup spirit to get there – plus a boundless sense of curiosity.”

The journey of digital transformation in the manufacturing industry presents both a compelling opportunity and a significant challenge. As industries evolve to adopt new technologies like AI, IoT, additive manufacturing, and blockchain, manufacturers must consider the readiness and skill level of their workforce. Are your teams equipped to embrace these technological advancements? The success of your digital transformation will be determined by how well your employees can leverage these cutting-edge tools to improve production efficiency, enhance quality control, and drive sustainability.
Edstellar can support this transformation by providing training solutions specifically designed for digital transformation leadership in the manufacturing sector. From mastering IoT and predictive maintenance to understanding the capabilities of digital twins and augmented reality, Edstellar ensures your team is well-prepared to handle the demands of a tech-driven manufacturing environment. Investing in workforce development is not just a requirement, it’s a strategic move that will help your organization achieve operational excellence, reduced downtime, and increased customer satisfaction.
As digital technologies redefine the manufacturing industry, having employees skilled in data analytics, machine learning, and automation will help you stay competitive. Proficient teams are more capable of embracing change, which directly impacts the overall success of digital transformation strategy. Upskilling employees ensures smoother adoption of these technologies, leading to greater operational efficiency, cost savings, and improved product quality.
Embracing digital transformation leadership in manufacturing means more than just adopting new technologies; it’s about fostering a culture of innovation within your team. The right training empowers your employees to navigate new systems, optimize processes, and contribute to the development of smarter, more sustainable products. As the industry continues to transform, having a skilled, adaptable workforce will be key to staying ahead in the market and achieving long-term success.
#On-site #Virtual #GroupTraining #Customized
Explore 2000+ industry ready instructor-led training programs.

Create dynamic leaders and cohesive teams. Learn more now!


Do a quick Skill gap analysis with Edstellar’s Free Skill Matrix tool

Unlock premium resources, tools, and frameworks designed for HR and learning professionals. Our L&D Hub gives you everything needed to elevate your organization's training approach.
Access L&D Hub Resources.svg)
.svg)
.svg "Click Here to Follow on Medium")